Conception des pièces de la tête de groupe V2
Partie 1 - Introduction et descriptions.
par Ben Champion, concepteur produit en chef chez Decent Espresso
En 2017, dans le cadre de la conception de la machine à expresso DE1, nous avons ressenti le besoin de repenser le fonctionnement des têtes de groupe. À cette époque, le concept d'espace libre et de répartition homogène de l'eau dans la conception des machines à expresso était largement inexploré.
De nombreuses machines existantes étaient équipées de douches simplistes comportant quelques trous ou une vis centrale qui poussait l'eau vers l'extérieur, négligeant ainsi l'importance d'un débit d'eau homogène. Voici un exemple :



Pour résoudre ce problème, mon collègue Ray Heasman (l'inventeur principal de la DE1) et moi-même nous sommes donné pour mission de concevoir un modèle garantissant un débit d'eau plus constant et plus régulier dans divers cas d'utilisation.
Nous avons réalisé de nombreuses simulations de débit afin de mettre au point un modèle assurant le débit souhaité au niveau de chaque orifice.


Les premiers retours sur ces modèles ont été positifs, ce qui nous a donné la confiance nécessaire pour passer à la production et à l'expédition.
DÉFINITION
L'espace libre correspond à l'espace vide entre la galette de café et le bas de la douchette. Cet espace libre est déterminé par la distance à laquelle les pièces de la tête de groupe pénètrent dans le panier-filtre.
Pour le premier lot de 300 machines (DE1 v1.0), nous avons mal évalué l'espace libre idéal. Nous avons tout de même obtenu une bonne extraction, et de nombreuses personnes ayant testé la machine ont souligné que le café avait tout simplement meilleur goût, avec une extraction plus élevée et des arômes plus nets. Cependant, nous avons souvent entendu des commentaires indiquant que notre machine ne parvenait pas à produire un espresso au corps dense par rapport à d'autres machines, et que nos galettes étaient molles et humides.
La communauté a commencé à faire des essais en ajoutant des entretoises entre la douche et la douchette, ce qui réduisait l'espace libre. Les retours de ces testeurs indiquaient que cela rendait le café plus corsé, avec des galettes plus sèches et moins de canalisation. Trois entreprises ont commencé à commercialiser des kits d'« entretoises pour douche » destinés à notre machine afin de remédier à ce problème, et ces kits ont rencontré un vif succès auprès de nos clients.
Conscients de ce problème, nous avons rapidement réduit l'espace libre dans le modèle DE1 v1.1, garantissant ainsi un espace libre plus raisonnable. Depuis lors, nous n'avons pas modifié la conception de la tête de groupe en production. Mais au cours des quatre dernières années, nous nous sommes attachés à comprendre et à améliorer les deux aspects essentiels suivants d'une machine à expresso : la distribution de l'eau et l'espace libre.
Avant d'entrer dans les détails de notre démarche, définissons quelques termes essentiels relatifs aux principaux éléments concernés. Il s'agit de termes que d'autres fabricants de machines à expresso utilisent également.




*
Partie 2 - Première série de tests.
Après le lancement initial de la DE1 v1.0 et à la lumière des expériences menées par la communauté, nous avons pris conscience de l'importance de correctement dimensionner l'espace libre. Cette nouvelle prise de conscience nous a amenés à nous concentrer sur l'étude approfondie de ces détails cruciaux.
Pour mener cette étude, nous avons fait appel à l'expertise de deux figures de proue de l'univers Decent, Stéphane Ribes et Luca Costanzo. Équipés d'une gamme de nouvelles pièces, nous nous sommes lancés dans une série de tests approfondis. Les composants fournis à Stéphane et Luca comprenaient deux variantes du bloc intérieur et une sélection de 14 nouveaux modèles de douche de ma création.
 Parmi ces douches, les neuf premières (S1 à S9) ont été conçues pour explorer différentes saillies et espaces au-dessus de l'écran, le modèle S1 étant identique aux pièces en laiton. Deux douches supplémentaires (S11 et S12) représentaient des modèles typiques que l'on trouve sur d'autres machines, tandis que les trois autres (S10, S13 et S14) servaient d'écrans expérimentaux. Stéphane a créé un tableau complet pour faciliter l'analyse.
Parmi ces douches, les neuf premières (S1 à S9) ont été conçues pour explorer différentes saillies et espaces au-dessus de l'écran, le modèle S1 étant identique aux pièces en laiton. Deux douches supplémentaires (S11 et S12) représentaient des modèles typiques que l'on trouve sur d'autres machines, tandis que les trois autres (S10, S13 et S14) servaient d'écrans expérimentaux. Stéphane a créé un tableau complet pour faciliter l'analyse.
 Ce travail collaboratif a permis de préparer le terrain pour une analyse approfondie des variables que nous souhaitions tester : la saillie dans le panier et la distance entre la douche et la douchette. En examinant attentivement ces facteurs, nous avons cherché à mettre en évidence la relation entre l'espace libre, la répartition de l'eau et la qualité d'extraction.
Ce travail collaboratif a permis de préparer le terrain pour une analyse approfondie des variables que nous souhaitions tester : la saillie dans le panier et la distance entre la douche et la douchette. En examinant attentivement ces facteurs, nous avons cherché à mettre en évidence la relation entre l'espace libre, la répartition de l'eau et la qualité d'extraction.
 Vous vous demandez peut-être pourquoi toutes les pièces utilisées dans le test sont transparentes et de couleur jaune.
Vous vous demandez peut-être pourquoi toutes les pièces utilisées dans le test sont transparentes et de couleur jaune.
La raison : nous sommes passés de l'utilisation du laiton à un matériau plastique appelé Ultem ou PEI.
John explique en détail les raisons de ce choix dans la vidéo ci-dessous. En résumé, nous visions une meilleure précision et un meilleur contrôle de la température pendant le processus de préparation du café.

Aucun modèle ne se démarquait clairement parmi les douches lorsque nous n'avons modifié que la saillie et l'espace libre (S1 à S9). Les testeurs avaient des préférences variées, certains privilégiant le modèle S1 et d'autres le modèle S9, soit les deux extrêmes.
Cependant, le modèle de douche désigné S10 s'est révélé prometteur tout au long de la phase de test. Bien qu'il n'ait pas toujours surpassé les autres modèles favoris, il a systématiquement reçu des commentaires positifs de la part des testeurs. Ce résultat intrigant nous a incités à examiner de plus près le potentiel du modèle S10 et à explorer les moyens de l'améliorer davantage.
Une autre conclusion importante a été que les modèles de douches classiques que l'on trouve couramment sur d'autres machines à expresso (S11 et S12) offraient des performances bien inférieures à celles de notre modèle en laiton. Cela a renforcé notre conviction que nous étions sur la bonne voie avec notre approche.
La découverte la plus remarquable est venue de la comparaison des matériaux. Même avec une distribution et un espace libre identiques à ceux des pièces en laiton, les pièces en Ultem offraient un goût nettement supérieur. De plus, les têtes de groupe restaient plus propres au fil du temps avec les pièces en Ultem.
 L'image fournie montre la tête de groupe équipée de pièces en Ultem, qui est restée remarquablement propre même après 100 préparations de café sans nettoyage. Cette propreté et l'amélioration de l'expérience gustative ont conforté notre décision d'abandonner le laiton. Cependant, nous avons rencontré un problème avec les pièces en Ultem : elles se fissuraient après utilisation.
L'image fournie montre la tête de groupe équipée de pièces en Ultem, qui est restée remarquablement propre même après 100 préparations de café sans nettoyage. Cette propreté et l'amélioration de l'expérience gustative ont conforté notre décision d'abandonner le laiton. Cependant, nous avons rencontré un problème avec les pièces en Ultem : elles se fissuraient après utilisation.
 En conclusion, cette première série de tests a montré que l'abandon du laiton s'est avéré être un véritable succès. Elle a également mis en évidence que la question de l'espace libre nécessite encore des recherches supplémentaires. Il se peut qu'il n'existe pas d'espace libre optimal pour tous les utilisateurs. De plus, la conception de la douche S10 s'est révélée prometteuse et mérite d'être approfondie.
En conclusion, cette première série de tests a montré que l'abandon du laiton s'est avéré être un véritable succès. Elle a également mis en évidence que la question de l'espace libre nécessite encore des recherches supplémentaires. Il se peut qu'il n'existe pas d'espace libre optimal pour tous les utilisateurs. De plus, la conception de la douche S10 s'est révélée prometteuse et mérite d'être approfondie.
Partie 3 - Deuxième série de tests.
Au cours de cette période, Stéphane Ribes a mené des expériences d'extraction radiale qui ont révélé d'importantes variations d'extraction entre le centre et les bords de la galette de café.
Cette découverte a marqué un tournant décisif dans notre parcours et nous a incités à explorer de nouvelles possibilités en matière de conception de la douche afin de relever ce défi.
Dans cette diapositive, Stéphane montre comment les taux d'extraction varient de 13 % à 25 % (galettes d'expresso normales) à 22 % à 25 % (galette avec filtre en papier)
 Dans le but d'obtenir une extraction plus uniforme sur l'ensemble du lit de café, nous nous sommes lancés dans une série de conceptions expérimentales de douches. Certaines conceptions intégraient un débit préférentiel vers les bords extérieurs, tandis que d'autres dirigeaient le débit vers le centre. À travers ces expériences, nous avons cherché à comprendre l'impact potentiel de différents types de distribution sur le processus d'extraction.
Dans le but d'obtenir une extraction plus uniforme sur l'ensemble du lit de café, nous nous sommes lancés dans une série de conceptions expérimentales de douches. Certaines conceptions intégraient un débit préférentiel vers les bords extérieurs, tandis que d'autres dirigeaient le débit vers le centre. À travers ces expériences, nous avons cherché à comprendre l'impact potentiel de différents types de distribution sur le processus d'extraction.
Par ailleurs, l'introduction de la douchette Matrix a donné lieu à une évolution intéressante. On estimait que cette douchette améliorait considérablement la répartition de l'eau, mais elle était conçue pour les têtes de groupe E61, incompatibles avec la machine. Pour remédier à cela, nous avons conçu une nouvelle tête de groupe compatible avec les douchettes E61 en vue de la prochaine série de tests.
 Le kit d'essai envoyé aux testeurs comprenait deux modèles de groupe : l'un avec une vis centrale et l'autre pour les douchettes E61. Il comprenait 14 douchettes, à raison de sept par groupe. Pour chaque groupe, une douchette était identique aux pièces en laiton et servait de référence. Trois types de répartition de l'eau (centrée, intermédiaire et périphérique) ont été testés, et pour chaque type, deux modèles de tête de groupe ont été créés. Toutes ces pièces ont été fabriquées en Ultem renforcé de fibre de verre, ce qui, nous l'espérions, permettrait de résoudre le problème de fissuration.
Le kit d'essai envoyé aux testeurs comprenait deux modèles de groupe : l'un avec une vis centrale et l'autre pour les douchettes E61. Il comprenait 14 douchettes, à raison de sept par groupe. Pour chaque groupe, une douchette était identique aux pièces en laiton et servait de référence. Trois types de répartition de l'eau (centrée, intermédiaire et périphérique) ont été testés, et pour chaque type, deux modèles de tête de groupe ont été créés. Toutes ces pièces ont été fabriquées en Ultem renforcé de fibre de verre, ce qui, nous l'espérions, permettrait de résoudre le problème de fissuration.
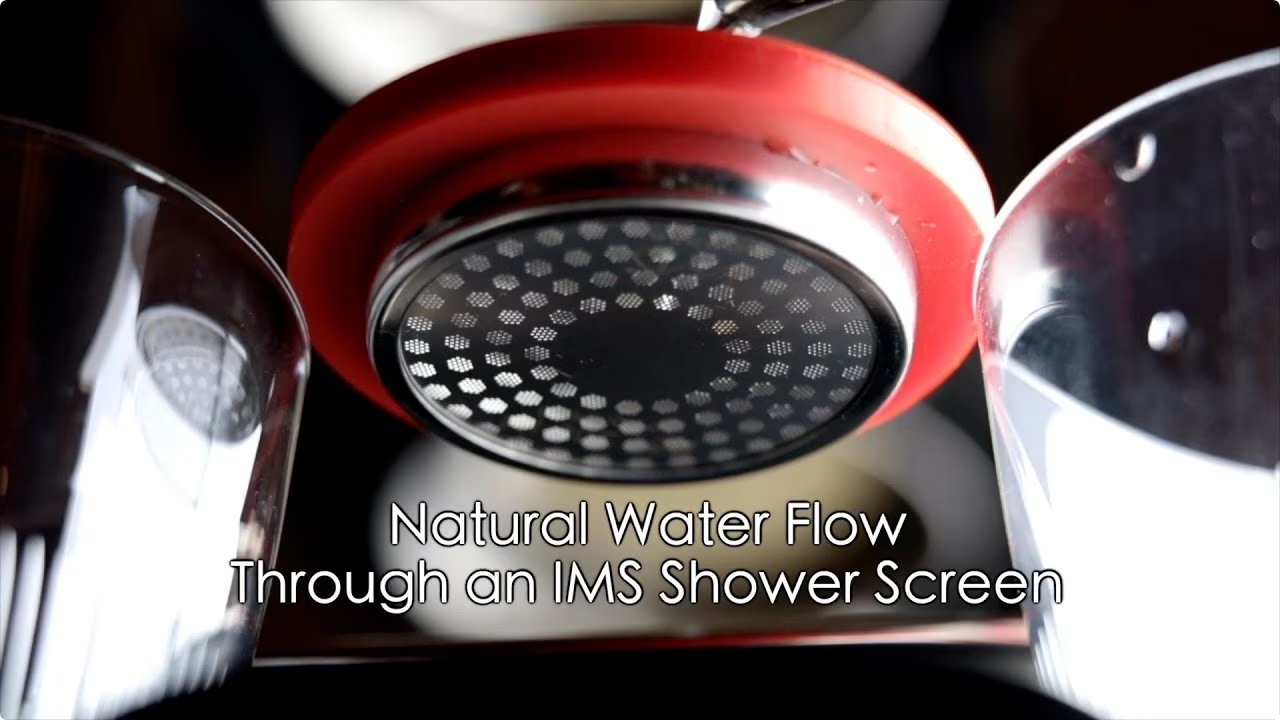
 Au cours des tests, nous avons découvert que les douchettes E61 traditionnelles présentaient un défaut de conception, provoquant des fuites d'eau sur les bords. Ce problème a été attribué à une anomalie dans le processus de fabrication, plus précisément à deux petits trous sur le bord qui entraînaient un mauvais mouillage initial.
Au cours des tests, nous avons découvert que les douchettes E61 traditionnelles présentaient un défaut de conception, provoquant des fuites d'eau sur les bords. Ce problème a été attribué à une anomalie dans le processus de fabrication, plus précisément à deux petits trous sur le bord qui entraînaient un mauvais mouillage initial.
Voici une vidéo illustrant le problème de conception des douchettes E61 :
 Cela a compliqué les tests, car nous n'avons pas pu comparer les deux modèles de groupe de manière directe en utilisant la même douchette sur les deux modèles. Nous avons également constaté que la douchette Matrix ne s'accordait pas bien avec la machine DE1 ; je soupçonne qu'il faille des débits plus élevés pour tirer pleinement parti de cette douchette.
Cela a compliqué les tests, car nous n'avons pas pu comparer les deux modèles de groupe de manière directe en utilisant la même douchette sur les deux modèles. Nous avons également constaté que la douchette Matrix ne s'accordait pas bien avec la machine DE1 ; je soupçonne qu'il faille des débits plus élevés pour tirer pleinement parti de cette douchette.
 Nous avons essayé d'autres douchettes, comme la douchette IMS DR305, mais nous n'avons pas constaté de différence notable par rapport au modèle à vis centrale. Pour la plupart des tests, nous avons conservé le modèle à vis centrale, car il permet de modifier l'espace libre, alors que le modèle E61 a un espace libre fixe. Nous n'avons pas « abandonné » le modèle E61, mais avons décidé de rester fidèles au modèle à vis centrale dans un avenir proche.
Nous avons essayé d'autres douchettes, comme la douchette IMS DR305, mais nous n'avons pas constaté de différence notable par rapport au modèle à vis centrale. Pour la plupart des tests, nous avons conservé le modèle à vis centrale, car il permet de modifier l'espace libre, alors que le modèle E61 a un espace libre fixe. Nous n'avons pas « abandonné » le modèle E61, mais avons décidé de rester fidèles au modèle à vis centrale dans un avenir proche.
Parmi les trois types de répartition d'eau (flux préférentiel au centre, au milieu et vers l'extérieur), il n'est pas surprenant que le modèle à flux préférentiel vers l'extérieur ait été privilégié.
Les expériences d'extraction radiale menées par Stéphane nous ont montré que la partie extérieure de la galette nécessitait un débit plus important pour uniformiser l'extraction globale.
Des tests plus récents réalisés avec de nouveaux paniers à parois droites et dont les trous s'étendent jusqu'au bord montrent que le modèle à flux préférentiel vers l'extérieur reste avantageux.
 En ce qui concerne l'espace libre, il n'y a là encore pas eu de gagnant clair entre les deux conceptions.
En ce qui concerne l'espace libre, il n'y a là encore pas eu de gagnant clair entre les deux conceptions.
Il a été décidé d'utiliser un espace libre traditionnel, identique à celui d'une douchette E61, ce qui représente 1 mm de saillie en plus (1 mm d'espace libre en moins) par rapport à notre conception actuelle. Cependant, afin de répondre aux différentes préférences, la tête de groupe a été rendue compatible avec deux types de douchettes : la douchette IMS CI200 standard et la douchette IMS SI200, qui est plus haute et ajoute 2,0 mm à la saillie, ce qui se traduit par un espace libre réduit de 2 mm. Cela permet aux utilisateurs de changer de douchette et de trouver la configuration qui leur convient le mieux à un coût très faible, simplement en changeant de douchette




En ce qui concerne les matériaux, l'Ultem renforcé ne s'est pas fissuré. Il s'est plutôt déformé. Heureusement, il existe d'autres matériaux que nous pouvons tester.


Cela a marqué la fin des essais portant sur différentes répartitions et différents espaces libres.
Même si des essais supplémentaires auraient été souhaitables, il s'agissait d'un processus chronophage. Tester et comparer des expressos peut s'avérer difficile en raison de légères variations de goût, même lorsque tout est réalisé de manière identique. Cette variabilité rend difficile de déterminer si de petites modifications de conception améliorent le goût, car les variations naturelles d'un expresso à l'autre peuvent masquer les effets des modifications individuelles. On s'appuie souvent sur des indicateurs objectifs tels que le rendement d'extraction (EY), car ils permettent de quantifier plus facilement les changements. Cependant, l'amélioration cumulative devient perceptible lorsqu'on apporte plusieurs modifications de conception allant dans la bonne direction.
Au terme de tous nos essais, nous avons estimé avoir apporté plusieurs modifications allant dans la bonne direction.
Il a été décidé de mettre fin aux tests et de mettre les améliorations déjà constatées à la disposition de nos utilisateurs.
Partie 4 - Choix des matériaux.
Nous avions désormais défini la conception : il fallait ensuite choisir les matériaux appropriés.
J'ai conçu un ensemble de composants, comprenant un nouveau bloc interne et une douche compatibles avec la tête de groupe existante. J'ai intégré toutes les connaissances que nous avions acquises, en mettant en œuvre le flux préférentiel externe et en garantissant la compatibilité avec les douchettes CI200 (même espace libre que l'E61) et SI200 (2 mm d'espace libre en moins).
Tous les matériaux que nous avons testés disposaient de caractéristiques adéquates, étant sans danger pour les aliments et capables de résister facilement aux températures de fonctionnement.
Au départ, j'ai choisi le PEEK comme matériau, car il semblait être le plastique par excellence. Son coût est très élevé, mais il possède des propriétés remarquables.
 Cependant, après seulement quelques cafés, les pièces en PEEK étaient dans un état déplorable, même après rinçage. Elles n'étaient pas aussi propres que celles en Ultem.
Cependant, après seulement quelques cafés, les pièces en PEEK étaient dans un état déplorable, même après rinçage. Elles n'étaient pas aussi propres que celles en Ultem.



À la recherche d'une alternative, je me suis tourné vers le PTFE (aussi appelé Téflon), un matériau antiadhésif bien connu capable de résister à des températures élevées. Je pensais qu'il resterait propre, mais je m'inquiétais de sa résistance et de sa rigidité.
 Après plusieurs préparations de café, les pièces en PTFE semblaient plus performantes que celles en PEEK, mais pas aussi bonnes que celles en Ultem. Elles étaient relativement faciles à nettoyer, mais semblaient se tacher avec le temps.
Après plusieurs préparations de café, les pièces en PTFE semblaient plus performantes que celles en PEEK, mais pas aussi bonnes que celles en Ultem. Elles étaient relativement faciles à nettoyer, mais semblaient se tacher avec le temps.


Nous avons toutefois rencontré un problème majeur lié à la déformation des pièces en PTFE.
 Malgré ce contretemps, nous avons tout de même envoyé plusieurs pièces en PTFE à des testeurs et reçu des retours positifs, ce qui nous a confortés dans l'idée que cette amélioration en valait la peine.
Malgré ce contretemps, nous avons tout de même envoyé plusieurs pièces en PTFE à des testeurs et reçu des retours positifs, ce qui nous a confortés dans l'idée que cette amélioration en valait la peine.
Poursuivant notre recherche du matériau idéal, nous avons ensuite testé le PPSU, un matériau solide et transparent couramment utilisé dans les produits destinés à un usage alimentaire, tels que les biberons. Tout comme l'Ultem, il est amorphe, je m'attendais donc à ce qu'il reste propre.
 Les pièces en PPSU étaient très propres, même avant le rinçage. Cependant, tout comme l'Ultem, il a présenté des problèmes de fissuration.
Les pièces en PPSU étaient très propres, même avant le rinçage. Cependant, tout comme l'Ultem, il a présenté des problèmes de fissuration.
 Nous avons ensuite exploré le PDVF, un matériau similaire au PTFE mais présentant une plus grande rigidité.
Nous avons ensuite exploré le PDVF, un matériau similaire au PTFE mais présentant une plus grande rigidité.
 Nous espérions qu'il resterait aussi propre que le PTFE, et ce fut effectivement le cas. Après un rapide rinçage, les pièces en PDVF étaient à nouveau impeccables.
Nous espérions qu'il resterait aussi propre que le PTFE, et ce fut effectivement le cas. Après un rapide rinçage, les pièces en PDVF étaient à nouveau impeccables.


Malheureusement, elles n'étaient pas assez résistantes et se déformaient sous l'effet d'une légère pression.
Nous avons finalement découvert le PPS, un matériau déjà utilisé dans les valves des machines à expresso, bien qu'il soit souvent désigné sous d'autres noms par différentes entreprises, comme « technopolymère ». Ce changement de nom avait retardé ma découverte de ce matériau.
 Ses propriétés étaient intrigantes. Le PPS résiste à des températures très élevées, avec une plage à long terme supérieure à 200 °C, bien au-dessus de notre température de fonctionnement normale. Il présente une très grande stabilité dimensionnelle, une faible dilatation thermique et une très faible absorption d'eau. Cela signifie qu'il ne changera pas de forme ni de taille à l'usage, ce qui est souvent un problème avec les plastiques. Sa résistance chimique est réputée pour être exceptionnelle, et il n'existe aucun solvant organique connu qui l'attaque à des températures inférieures à 200 °C. Il est adapté à un usage alimentaire et approuvé par la FDA. De plus, il est également disponible en noir (un atout esthétique !).
Ses propriétés étaient intrigantes. Le PPS résiste à des températures très élevées, avec une plage à long terme supérieure à 200 °C, bien au-dessus de notre température de fonctionnement normale. Il présente une très grande stabilité dimensionnelle, une faible dilatation thermique et une très faible absorption d'eau. Cela signifie qu'il ne changera pas de forme ni de taille à l'usage, ce qui est souvent un problème avec les plastiques. Sa résistance chimique est réputée pour être exceptionnelle, et il n'existe aucun solvant organique connu qui l'attaque à des températures inférieures à 200 °C. Il est adapté à un usage alimentaire et approuvé par la FDA. De plus, il est également disponible en noir (un atout esthétique !).
 Nous avions donc de grands espoirs pour le PPS, et après l'avoir utilisé pendant un certain temps, il n'a montré aucun signe de fissuration, de déformation ou de courbure. Les pièces en PPS sont restées propres, comparables à celles en Ultem. Après 100 préparations de café — en utilisant les grains d'huile les plus foncés que nous pouvions supporter —, les pièces avaient l'aspect suivant :
Nous avions donc de grands espoirs pour le PPS, et après l'avoir utilisé pendant un certain temps, il n'a montré aucun signe de fissuration, de déformation ou de courbure. Les pièces en PPS sont restées propres, comparables à celles en Ultem. Après 100 préparations de café — en utilisant les grains d'huile les plus foncés que nous pouvions supporter —, les pièces avaient l'aspect suivant :
 Un simple rinçage a suffi pour les remettre à neuf.
Un simple rinçage a suffi pour les remettre à neuf.
 C'était le matériau le plus prometteur que nous ayons trouvé et nous avons décidé de passer à l'étape suivante avec celui-ci. Les tests de résistance ! Nous disposons de 3 machines à Hong Kong qui sont constamment soumises à des cycles de pression et de température :
C'était le matériau le plus prometteur que nous ayons trouvé et nous avons décidé de passer à l'étape suivante avec celui-ci. Les tests de résistance ! Nous disposons de 3 machines à Hong Kong qui sont constamment soumises à des cycles de pression et de température :
 Ces machines à expresso effectuent environ 7 500 cycles de pression par jour (de 0 bar à 13 bars et inversement) et 750 cycles de température (d'environ 40 °C à 90 °C et inversement). Nous effectuons ces tests sur toutes les pièces de notre machine. Ces essais rigoureux nous ont permis de nous assurer de la durabilité des pièces.
Ces machines à expresso effectuent environ 7 500 cycles de pression par jour (de 0 bar à 13 bars et inversement) et 750 cycles de température (d'environ 40 °C à 90 °C et inversement). Nous effectuons ces tests sur toutes les pièces de notre machine. Ces essais rigoureux nous ont permis de nous assurer de la durabilité des pièces.
These DE1 internal parts have had 935,000 pressure cycle tests put through them, as of last week.
 Anecdote : la pièce qui cède le plus souvent est le panier « aveugle » en acier inoxydable sans orifice que nous installons dans la tête de groupe pour maintenir la pression. Il cède généralement au bout d'environ 100 000 cycles de pression, au niveau de son bord. Voici deux paniers qui se sont fissurés, bien que les composants internes de la DE1 ne présentent aucun signe de défaillance. Nos machines d'essai ont effectué plus d'un million de préparations de café sans défaillance.
Anecdote : la pièce qui cède le plus souvent est le panier « aveugle » en acier inoxydable sans orifice que nous installons dans la tête de groupe pour maintenir la pression. Il cède généralement au bout d'environ 100 000 cycles de pression, au niveau de son bord. Voici deux paniers qui se sont fissurés, bien que les composants internes de la DE1 ne présentent aucun signe de défaillance. Nos machines d'essai ont effectué plus d'un million de préparations de café sans défaillance.


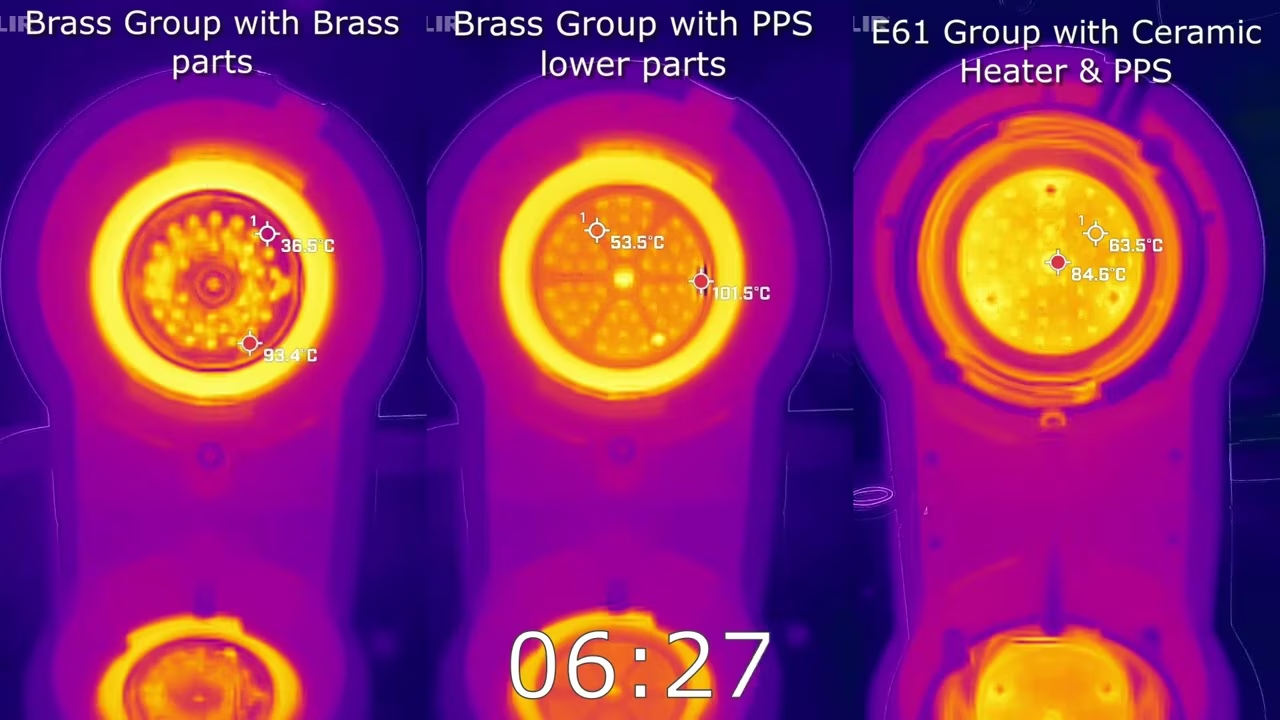
Tests de répartition homogène de la chaleur
Nous avons également réalisé un autre test consistant à chronométrer la vitesse à laquelle la tête de groupe chauffait. Au lieu de me contenter de chronométrer, j'ai retiré la douchette et utilisé une caméra thermique pour mesurer la température de surface de la douche.
La conception étant finalisée et le matériau sélectionné, il était temps de passer à la fabrication.
Partie 5 - Fabrication.
Une fois la conception finalisée et le matériau approprié sélectionné, l'étape suivante consistait à fabriquer les pièces.
Nous avions pour objectif de produire les pièces par moulage par injection afin de garantir la rentabilité de la mise à niveau. Cela représentait un défi, car Decent n'avait aucune expérience préalable en matière de moulage par injection, ne disposait pas de fournisseurs établis et avait une expertise limitée en interne.
Alors, comment choisir les fournisseurs ?
Si les frais d'outillage sont faibles, il est possible de commander des échantillons auprès de plusieurs fournisseurs et de choisir celui qui convient le mieux. Celui qui fournit des produits de qualité, ne présente pas de retards importants, communique bien et propose un coût raisonnable. Lorsque l'outillage est coûteux, il faut mener des recherches beaucoup plus approfondies, discuter avec de nombreux fournisseurs, puis en choisir un et espérer qu'il tiendra ses promesses.
Avant de choisir le fournisseur pour cette pièce, nous avons mené des discussions approfondies. Au bout de quelques mois, nous avons finalement choisi un fournisseur qui s'est avéré excellent. Il nous a posé de nombreuses questions et suggéré des modifications de conception, démontrant ainsi une connaissance approfondie des enjeux. D'autres fournisseurs nous avaient dit « ne vous inquiétez pas, tout ira bien », mais ces personnes ont mis en évidence tous les points potentiellement problématiques de notre conception, ce qui nous a permis d'optimiser les pièces en vue de leur fabrication.
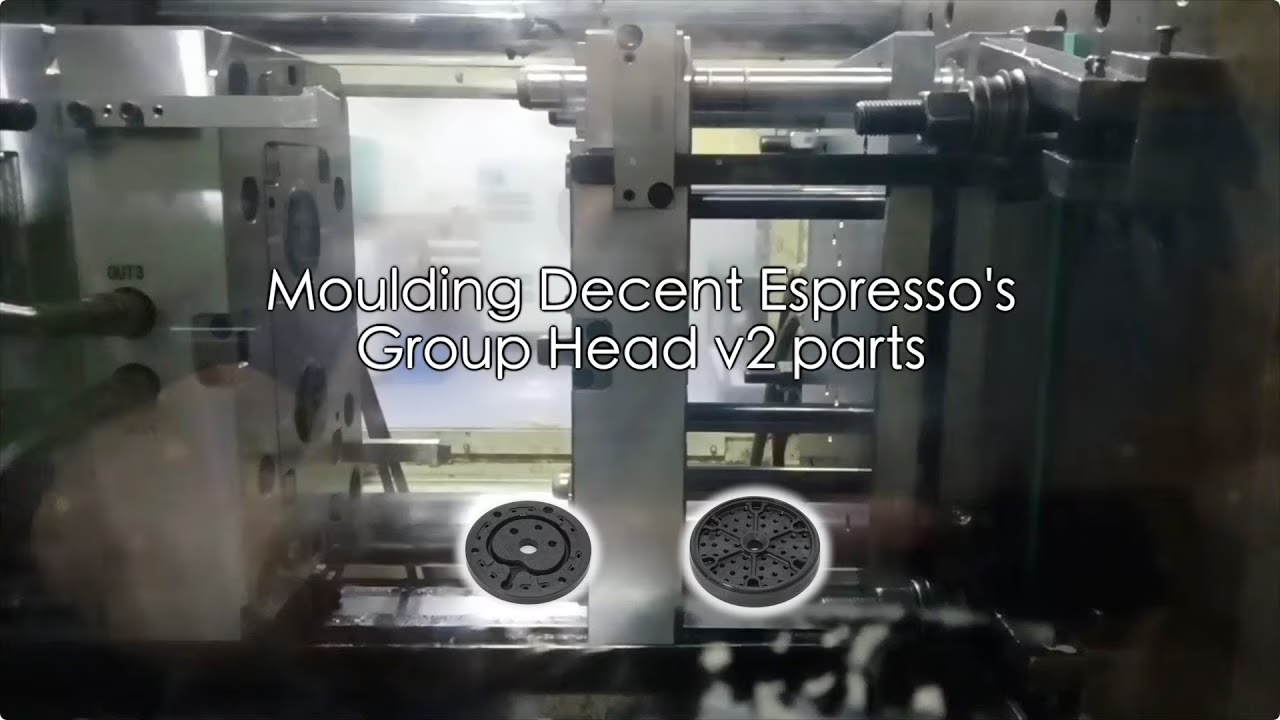
Les moules d'injection plastique sont des pièces d'ingénierie complexes !
Voici quelques vues du moule. Les pièces vert foncé au centre sont les pièces de la tête de groupe.


Le moule a été mis au point et validé, marquant le début de la période d'attente avant sa fabrication. Quelques mois plus tard, nous avons reçu une vidéo présentant les premiers échantillons.
Bien qu'il ne fût pas parfait, des ajustements ont été apportés et, après quelques itérations mineures, nous étions presque prêts pour la production en série.




Il restait une dernière étape : nous voulions effectuer nos propres tests sur le produit fini afin de nous assurer que le matériau était bien adapté au contact alimentaire. On peut certes se fier aux rapports d'essai fournis par le fournisseur, mais il est préférable de procéder à de nouveaux tests sur place, directement sur le produit fini. Le produit a passé les tests avec succès. PDF du rapport de laboratoire attestant la réussite des tests.
Tout était prêt pour le lancement, nous avons donc procédé au paiement de la production, et peu de temps après, nous avons reçu les pièces finales.
Ce fut un processus long et difficile, mais qui en valait largement la peine. J'ai particulièrement apprécié de travailler avec Stéphane et Luca, et je tiens à les remercier pour le temps qu'ils y ont consacré et pour leur travail acharné. Bon nombre des images de cet article proviennent de Stéphane, et ses rapports sont magnifiquement réalisés et très instructifs.
J'espère que vous pourrez profiter d'un expresso meilleur et plus constant, grâce aux quatre années de travail que nous avons consacrées à ces pièces !
mirjam created 2025/02/27, mirjam updated 2026/05/27